如何在线生成内齿轮(齿圈)齿形 — 插齿刀法与 DXF 导出
内齿轮是每台行星齿轮箱的核心,但几乎没有免费工具能正确绘制它。本指南讲解内齿轮(齿圈)几何、Fellow 插齿刀生成法,以及如何在浏览器中导出可用于生产的 SVG 或 DXF 齿圈。
要点
- 内齿轮(齿圈)的齿切在环形内侧,齿顶朝向中心。
- 与外齿轮不同,其齿顶圆小于分度圆,齿根圆更大——齿顶朝内。
- 内齿轮用Fellow 插齿刀(插齿)加工,而非齿条。刀具齿数必须少于齿圈:z₁ < z₂。
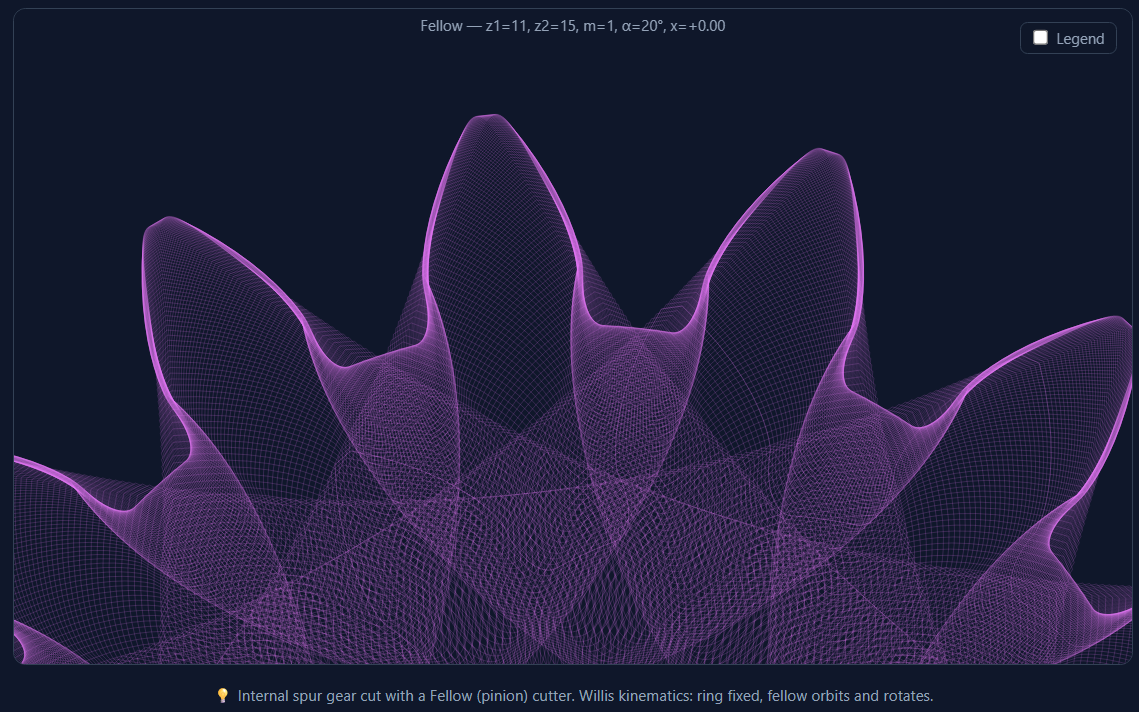
- 生成遵循 Willis 运动学:齿圈固定,刀具绕其公转并以固定比率自转。
- GearProfile.app 通过布尔展成(Raw)或解析 NURBS SPLINE 曲线(High Quality)生成齿圈,可导出 SVG 与 DXF。
什么是内齿轮(齿圈)?
内齿轮——也称齿圈或内圈——是齿切在环形内侧而非圆盘外侧的齿轮。正面看去,是一个齿顶指向中心的环形。
内齿轮总是与位于环内的外齿轮小齿轮啮合。由于两轮同向旋转(外齿轮对为反向),内齿轮对具有更高的重合度、更紧凑的中心距,以及同尺寸下更高的承载能力。因此齿圈是行星(周转)齿轮箱的结构核心。
与外齿轮一样,内齿轮齿廓的工作面是基圆的渐开线(rb = r分度 · cos α)。啮合规则相同:内齿轮与其小齿轮必须具有相同的模数(或径节)和相同的压力角。
外齿轮 vs 内齿轮:关键差异
内齿轮某种意义上是翻转的外齿轮。这一次翻转颠倒了几处令初学者困惑的几何关系:
| 特性 | 外齿轮 | 内齿轮(齿圈) |
|---|---|---|
| 齿的方向 | 朝外 | 朝内,指向中心 |
| 齿顶圆 | 大于分度圆 | 小于分度圆 |
| 齿根圆 | 小于分度圆 | 大于分度圆 |
| 齿 vs 齿槽 | 齿为实体材料 | 齿槽为实体;“齿”是凹槽 |
| 啮合方向 | 反向 | 与小齿轮同向 |
| 生成刀具 | 齿条(滚刀) | Fellow 插齿刀 |
由于内齿轮齿顶朝内,齿顶直径 da2 小于分度直径 d₂,而齿根直径 df2 更大。这与外齿轮相反,是阅读齿圈图纸时最需牢记的一点。
插齿刀法与 Willis 运动学
内齿轮无法用齿条或普通滚刀切削——环内没有刀具退刀空间。内齿轮用 Fellow 插齿刀(因 Fellows Gear Shaper 公司得名)切削:一种硬化的齿轮形刀具,在与工件啮合缓慢旋转的同时轴向往复运动。此工艺称为插齿。
数学上,生成的齿圈齿面是刀具齿在毛坯中啮合滚动时各连续位置的包络线。GearProfile.app 用 Willis 运动学数字化再现该包络:
齿圈(z₂)固定。刀具(z₁)以角度 t 绕齿圈中心公转,其中心描出半径等于中心距的圆。同时刀具绕自身轴自转 −(z₂/z₁ − 1)·t,使两分度圆无滑动纯滚动。
让刀具扫过整整一圈并从毛坯中减去每个刀印,恰好留下内齿廓——包括刀尖生成的真实过渡曲线(trochoid)齿根圆角,纯“仅渐开线”构造会遗漏这一点。
标准(等变位)齿轮对的中心距为:a = m · (z₂ − z₁) / 2。
由于刀具齿数须少于齿圈且需空间形成干净圆角,GearProfile.app 强制 z₁ < z₂ 且最小差值 z₂ − z₁ ≥ 3。z₁ 太接近 z₂ 会造成切顶(二次干涉),刀具会削去本应保留的渐开线齿面。
内齿轮参数
相较外齿轮,生成齿圈多需一个参数——刀具齿数 z₁——因为圆角形状取决于生成它的刀具。
| 参数 | 符号 | 典型范围 | 控制内容 |
|---|---|---|---|
| 模数或径节 | m / DP | 0.5 – 10 mm / 2.5 – 50 DP | 齿的大小。分度直径 d₂ = m · z₂(公制)或 z₂ / DP 英寸(英制)。齿圈与小齿轮须匹配。 |
| 齿圈齿数 | z₂ | 15 – 100 | 齿圈的齿数。决定分度圆与传动比。 |
| 刀具齿数 | z₁ | 5 – (z₂ − 3) | Fellow 刀具齿数。至少比 z₂ 少 3。影响齿根圆角形状。 |
| 压力角 | α | 14.5°、20°、25° | 接触力角度。20° 为标准(ISO 53)。须与配对小齿轮一致。 |
| 齿顶高系数 | ha* | 1.0 – 1.25 | 刀具齿顶高,形成齿圈朝内齿顶。DIN 1829 默认 1.25。 |
| 齿根高系数 | hf* | 0.5 – 1.0 | 刀具齿根高。内齿刀具 DIN 1829 默认 1.0。 |
| 变位系数 | x | −1.5 – +1.5 | 刀具径向变位。调整齿厚,避免小差值时干涉。 |
选择刀具齿数 z₁
实际制造中刀具是固定工具,故 z₁ 取决于库存。数字设计时你有自由,但两条准则有帮助:保持 z₂ − z₁ ≥ 3 以避免切顶;并优先选用接近实际在齿圈中运转的小齿轮的刀具,因其给出最具代表性的圆角。首次尝试用 z₁ ≈ z₂ − 5 效果良好。
分步:在线生成齿圈
- 在侧栏顶部选择 “内齿轮(Fellow)”。刀具齿数(z₁)滑块与齿圈齿数(z₂)字段出现,齿顶/齿根默认值自动切换为 DIN 1829 内齿值。
- 选择尺寸标准。模数(mm,ISO),或若用英制则切换到径节(1/英寸,AGMA)。
- 设置齿圈齿数 z₂——你的齿圈齿数。
- 设置刀具齿数 z₁。至少比 z₂ 小 3。若 z₁ ≥ z₂ 会出现警告。
- 压力角保持 20°,除非配对小齿轮使用其他值。
- 预览。单齿与 360° 标签显示实时 Fellow 插齿仿真:分度圆、基圆、齿顶(内)圆与齿根(外)圆,并以所选单位显示精确直径。
- 导出。打开 Raw Export 或 High Quality Export,点击计算,然后下载 SVG 或 DXF。
360° 预览值得再看一眼:它显示刀具扫过齿圈周围每个位置,让你立刻看出 z₁/z₂ 组合是产生干净齿形还是发生干涉。
内齿轮的应用
行星(周转)齿轮箱
齿圈是每个行星系的外部构件。太阳轮、行星轮与齿圈共用模数与压力角;齿圈内齿与行星轮啮合。行星齿轮箱在紧凑、同轴、分载的结构中实现高减速比——自动变速箱、风电传动链、机器人关节与电驱减速器。
谐波与摆线减速器
许多高比机器人减速器以内齿环作为固定反力构件。精确的内齿廓对其低回差至关重要。
爱好与维修用齿圈
3D 打印行星齿轮箱、相机滑轨驱动、钟表机构以及停产设备的替换齿圈,都需要多数免费工具无法生成的正确内齿廓。
内齿轮的干涉
内齿轮比外齿轮对更易发生干涉,这也是屏幕上看似完好的齿圈却无法装配或运转的最大原因。干涉是配对齿面之间(或制造时刀具与工件之间)的物理重叠。内齿轮有三种,各由不同的几何极限支配。
1. 渐开线干涉
渐开线干涉发生在一齿的齿顶切入配对齿的非渐开线(基圆以下)区域时。内齿轮对中,当外小齿轮齿数少且齿圈较小时会成为问题。条件是齿圈齿顶圆须大于其基圆(da2 ≥ db2);对 20° 标准内齿轮,只有齿圈齿数超过 34(z₂ > 34)时才成立。
2. 过渡曲线干涉
过渡曲线(trochoid)干涉发生在退出啮合时外小齿轮齿顶与齿圈过渡曲线齿根圆角之间。它由齿数差决定:z₁ 与 z₂ 越接近越可能。对 20° 标准啮合,当差值大于九时可避免——z₂ − z₁ > 9。
3. 切顶(trimming)干涉
切顶干涉是径向干涉:当 z₁ 与 z₂ 非常接近时,小齿轮与齿圈根本无法径向合拢——只能沿轴向相互滑入装配。制造时也会出现:用齿数与齿圈过于接近的插齿刀切削会削掉部分渐开线,并可能损坏刀具。已发表的刀具极限(KHK)表明,对标准无变位 20° 插齿刀,刀具齿数约 z₀ = 15–22 时刀具与齿圈间出现渐开线干涉,且每种刀具尺寸都有可安全生成的最大齿圈齿数。
| 干涉类型 | 作用位置 | 诱因 | 经验法则(α = 20°) |
|---|---|---|---|
| 渐开线 | 齿顶 vs 配对齿基圆以下齿面 | 小齿轮/齿圈过小 | 齿圈齿顶 > 基圆 → z₂ > 34 |
| 过渡曲线 | 小齿轮齿顶 vs 内齿根圆角 | 齿数差过小 | z₂ − z₁ > 9 |
| 切顶 | 径向装配与刀具生成 | z₁、z₂ 过于接近 | 保持较大余量;查阅刀具极限 |
导出:Raw 展成 vs 高质量 NURBS
GearProfile.app 为内齿轮提供与外齿轮相同的两种导出理念,而此处差别更为重要,因为齿圈的齿根圆角是真实的过渡曲线。
Raw Export — 布尔展成
Raw 导出运行完整的 Willis 运动学仿真:Fellow 刀具扫过一整圈,每个刀印用稳健的二维几何引擎从毛坯中布尔相减。结果是精确的制造齿形(含所有二次切顶),以密集折线(DXF 中为 LWPOLYLINE)导出。这是忠实的“如切削所得”几何——当你想准确了解真实插齿会产生什么时最理想。
High Quality Export — 解析 NURBS SPLINE
高质量导出解析地计算每段齿廓——渐开线齿面与过渡曲线齿根圆角各用一条 B 样条拟合,齿顶与齿根圆弧存为真实圆弧。DXF 因而包含平滑的 SPLINE 与 ARC 实体,而非线段。导入 FreeCAD、Fusion 360 或 SolidWorks 并拉伸后,齿圈具有平滑的解析定义面——是 CAD 建模、有限元分析与精密 CNC 的正确选择。
常见问题
为什么刀具齿数要少于齿圈?
Fellow 刀具像环内的小齿轮一样与齿圈啮合滚动。要使二者啮合,小齿轮(刀具)齿数必须少于齿圈。需至少 3 齿之差(z₂ − z₁ ≥ 3)以避免二次切顶。
为什么齿顶直径小于分度直径?
内齿轮的齿顶朝内、指向中心。因此齿顶圆在分度圆之内,齿根圆在之外——与外齿轮相反。对齿圈而言这是正常且正确的。
我的齿圈会与某个小齿轮啮合吗?
当内齿轮与其小齿轮共用相同的模数(或径节)和压力角,且中心距对标准齿轮对为 a = m·(z₂ − z₁)/2 时即可啮合。小齿轮齿顶须避开齿圈齿根,且 z₂ − z₁ 差值须足够大——运转齿轮对通常 z₂ − z₁ ≥ 10。
内齿轮能用径节(DP)吗?
可以。将尺寸标准切换为径节并输入 DP 值。工具内部以 m = 25.4 / DP 换算;几何与导出与公制路径完全相同,只是图例与下载以英寸标示。
齿圈与内圈有何区别?
是同一事物。“齿圈”“内圈”和“内齿轮”都指齿在环内侧的齿轮。“内圈/annulus”在行星齿轮文献中常见;“齿圈”是日常用语。
导出的齿圈看起来像带齿孔的实心圆盘,对吗?
对。导出是一个环形区域:一个外边界圆,用奇偶填充规则从其内部减去内齿廓。那个带齿的内孔就是你的齿圈。在 CAD 中拉伸该环即得实体。
参考与延伸阅读
- ISO 53:1998 — Cylindrical gears for general and heavy engineering: Standard basic rack tooth profile.
- DIN 3960 — Definitions, parameters and equations for involute cylindrical gears and gear pairs.
- DIN 1829 — Gear shaper cutters (Schneidräder) for involute spur gears.
- Litvin, F.L. & Fuentes, A. (2004). Gear Geometry and Applied Theory (2nd ed.). Cambridge University Press.
- Colbourne, J.R. (1987). The Geometry of Involute Gears. Springer-Verlag.
- Maitra, G.M. (2013). Handbook of Gear Design (2nd ed.). McGraw-Hill.
- Dengel, B. (2019). Internal ring gears — design and considerations. Gear Solutions, December 2019 (KHK-USA).
相关阅读:如何在线生成渐开线齿轮齿形 · 齿轮模数与压力角:如何选择