내접 기어(링 기어) 프로파일 온라인 생성 방법 — 피니언 커터법 & DXF 내보내기
내접 기어는 모든 유성 기어 장치의 심장이지만, 이를 올바르게 그릴 수 있는 무료 도구는 거의 없습니다. 이 가이드는 내접 기어(링 기어) 형상, Fellow 피니언 커터 생성법, 그리고 브라우저에서 생산용 SVG 또는 DXF 링 기어를 내보내는 방법을 설명합니다.
핵심 요약
- 내접 기어(링 기어)는 링 안쪽에 이를 절삭한 기어로, 이 끝이 중심을 향합니다.
- 외접 기어와 달리 이끝원이 피치원보다 작고 이뿌리원이 더 큽니다 — 이끝이 안쪽을 향합니다.
- 내접 기어는 래크가 아니라 Fellow 피니언 커터(기어 셰이핑)로 가공합니다. 커터의 잇수는 링보다 적어야 합니다: z₁ < z₂.
- 생성은 Willis 운동학을 따릅니다: 링은 고정되고 커터가 공전하며 일정 비율로 자전합니다.
- GearProfile.app은 링 기어를 불리언 창성(Raw) 또는 해석적 NURBS SPLINE 곡선(High Quality)으로 생성하며 SVG와 DXF로 내보냅니다.
내접 기어(링 기어)란?
내접 기어 — 링 기어 또는 애뉼러스 기어라고도 함 — 는 원판 바깥이 아니라 링 안쪽에 이를 절삭한 기어입니다. 정면에서 보면 이 끝이 중심을 향하는 고리 형태입니다.
내접 기어는 항상 링 안에 놓인 외접 피니언과 맞물립니다. 두 기어가 같은 방향으로 회전하므로(외접 쌍은 반대 회전), 내접 쌍은 물림률이 높고 중심 거리가 콤팩트하며 같은 크기에서 부하 용량이 큽니다. 그래서 링 기어는 유성(epicyclic) 기어 장치의 구조적 핵심입니다.
외접 기어와 마찬가지로 내접 이의 작용 치면은 기초원의 인벌류트입니다(rb = r피치 · cos α). 동일한 물림 규칙이 적용됩니다: 내접 기어와 그 피니언은 같은 모듈(또는 다이어메트럴 피치) 과 같은 압력각을 공유해야 합니다.
외접 vs 내접: 핵심 차이
내접 기어는 어떤 의미에서 뒤집은 외접 기어입니다. 이 하나의 반전이 초보자를 헷갈리게 하는 여러 기하 관계를 뒤바꿉니다:
| 특성 | 외접 기어 | 내접 기어(링 기어) |
|---|---|---|
| 이의 방향 | 바깥쪽 | 안쪽, 중심으로 |
| 이끝원 | 피치원보다 큼 | 피치원보다 작음 |
| 이뿌리원 | 피치원보다 작음 | 피치원보다 큼 |
| 이 vs 이홈 | 이가 실체 재료 | 이홈이 실체; “이”는 파낸 홈 |
| 물림 방향 | 반대 회전 | 피니언과 같은 방향 |
| 창성 공구 | 래크(호브) | Fellow 피니언 커터 |
내접 이끝이 안쪽을 향하므로 이끝 직경 da2 는 피치 직경 d₂ 보다 작고, 이뿌리 직경 df2 는 더 큽니다. 이는 외접의 반대이며 링 기어 도면을 읽을 때 가장 중요한 점입니다.
피니언 커터법과 Willis 운동학
내접 기어는 래크나 일반 호브로 절삭할 수 없습니다 — 링 안에 공구가 빠져나갈 여유가 없기 때문입니다. 대신 내접 기어는 Fellow 피니언 커터(Fellows Gear Shaper 사에서 유래)로 절삭합니다. 이는 공작물과 맞물려 천천히 회전하면서 축 방향으로 왕복하는 경화된 기어 형상 공구입니다. 이 공정을 기어 셰이핑이라 합니다.
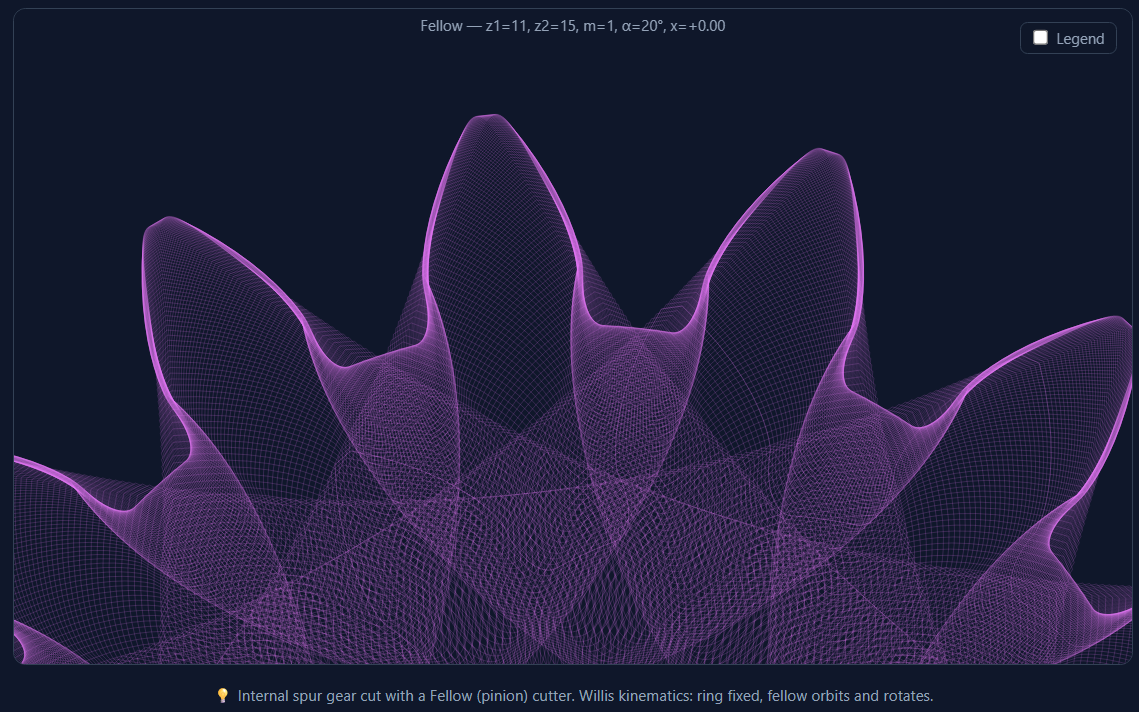
수학적으로, 생성된 링 기어 치면은 커터 이가 소재와 맞물려 구를 때의 연속 위치들의 포락선입니다. GearProfile.app은 이 포락선을 Willis 운동학으로 디지털 재현합니다:
링 기어(z₂)를 고정합니다. 커터(z₁)는 각도 t 로 링 중심 둘레를 공전하며, 그 중심은 중심 거리와 같은 반지름의 원을 그립니다. 동시에 커터는 자축을 중심으로 −(z₂/z₁ − 1)·t 만큼 자전하여 두 피치원이 미끄럼 없이 구릅니다.
커터를 한 바퀴 전체로 스윕하고 각 커터 자국을 소재에서 빼면 정확히 내접 치형이 남습니다 — 날 끝이 생성하는 진짜 트로코이드 이뿌리 필렛을 포함하며, 단순한 “인벌류트만” 작도로는 놓치는 부분입니다.
표준(등전위) 쌍의 중심 거리는: a = m · (z₂ − z₁) / 2.
커터는 링보다 잇수가 적어야 하고 깨끗한 필렛을 위한 여유가 필요하므로, GearProfile.app은 z₁ < z₂ 와 최소 차 z₂ − z₁ ≥ 3 을 강제합니다. z₁ 을 z₂ 에 너무 가깝게 잡으면 커터가 남겨야 할 인벌류트 치면 일부를 깎는 트리밍(2차 간섭)이 발생합니다.
내접 기어 파라미터
링 기어 생성은 외접 기어보다 파라미터가 하나 더 필요합니다 — 커터 잇수 z₁ — 필렛 형상이 그것을 생성한 커터에 의존하기 때문입니다.
| 파라미터 | 기호 | 일반 범위 | 제어 대상 |
|---|---|---|---|
| 모듈또는다이어메트럴 피치 | m / DP | 0.5 – 10 mm / 2.5 – 50 DP | 이 크기. 피치 직경 d₂ = m · z₂(미터) 또는 z₂ / DP 인치(인치계). 링과 피니언은 일치해야 함. |
| 링 잇수 | z₂ | 15 – 100 | 링의 잇수. 피치원과 기어비를 결정. |
| 커터 잇수 | z₁ | 5 – (z₂ − 3) | Fellow 커터의 잇수. z₂ 보다 최소 3 적게. 이뿌리 필렛 형상에 영향. |
| 압력각 | α | 14.5°, 20°, 25° | 접촉력 각도. 20° 가 표준(ISO 53). 상대 피니언과 일치해야 함. |
| 이끝 높이 계수 | ha* | 1.0 – 1.25 | 커터 이끝; 링의 안쪽 이끝을 형성. DIN 1829 기본 1.25. |
| 이뿌리 높이 계수 | hf* | 0.5 – 1.0 | 커터 이뿌리. 내접 커터의 DIN 1829 기본 1.0. |
| 전위 계수 | x | −1.5 – +1.5 | 커터 반경 방향 전위. 이 두께를 조정하고 좁은 비에서 간섭을 방지. |
커터 잇수 z₁ 선택
실제 제조에서 커터는 고정 공구이므로 z₁ 은 재고에 좌우됩니다. 디지털 설계에서는 자유롭지만 두 지침이 도움이 됩니다: 트리밍 방지를 위해 z₂ − z₁ ≥ 3 을 유지하고, 실제로 링에서 운전할 피니언에 가까운 커터를 택하면 가장 대표적인 필렛을 얻습니다. 첫 시도에는 z₁ ≈ z₂ − 5 가 잘 맞습니다.
단계별: 링 기어 온라인 생성
- 사이드바 상단에서 “내접 기어(Fellow)”를 선택합니다. 커터 잇수(z₁) 슬라이더와 링 잇수(z₂) 필드가 나타나고, 이끝/이뿌리 기본값이 DIN 1829 내접 값으로 자동 전환됩니다.
- 크기 표준을 선택합니다. 모듈(mm, ISO), 또는 인치계로 작업하면 다이어메트럴 피치(1/인치, AGMA).
- 링 잇수 z₂ 를 설정합니다 — 링 기어의 잇수.
- 커터 잇수 z₁ 을 설정합니다. z₂ 보다 최소 3 적게. z₁ ≥ z₂ 이면 경고가 표시됩니다.
- 압력각은 20° 로 둡니다. 상대 피니언이 다른 값을 쓰지 않는 한.
- 미리보기. 단일 치형과 360° 탭이 실시간 Fellow 창성 시뮬레이션을 표시하며, 피치·기초·이끝(내)·이뿌리(외) 원을 선택 단위의 정확한 직경으로 보여줍니다.
- 내보내기. Raw Export 또는 High Quality Export 를 열고 계산을 클릭한 뒤 SVG 또는 DXF 를 다운로드합니다.
360° 미리보기는 한 번 더 볼 가치가 있습니다: 커터가 링 둘레의 모든 위치를 스윕하는 모습을 보여주어 z₁/z₂ 조합이 깨끗한 치형을 만드는지 간섭하는지 즉시 알 수 있습니다.
내접 기어의 용도
유성(epicyclic) 기어 장치
링 기어는 모든 유성 세트의 외측 부재입니다. 선·유성·링이 모듈과 압력각을 공유하고, 링 내접 이가 유성 기어와 맞물립니다. 유성 기어 장치는 콤팩트하고 동축이며 부하 분담하는 구조에서 높은 감속비를 제공합니다 — 자동변속기, 풍력 구동계, 로봇 관절, 전동 감속기 등.
파동·사이클로이드 감속기
많은 고감속비 로봇 감속기는 고정 반력 부재로 내접 링을 사용합니다. 낮은 백래시를 위해 정확한 내접 치형이 필수입니다.
취미·수리용 링 기어
3D 프린팅 유성 기어박스, 카메라 슬라이더 구동, 시계 기구, 단종 장비의 교체용 링 기어는 대부분의 무료 도구가 만들지 못하는 올바른 내접 치형이 필요합니다.
내접 기어의 간섭
내접 기어는 외접 쌍보다 간섭에 더 취약하며, 화면상 멀쩡한 링 기어가 조립되지 않거나 돌지 않는 가장 큰 이유입니다. 간섭은 맞물리는 치면 사이(또는 가공 중 공구와 공작물 사이)의 물리적 겹침입니다. 내접 기어에는 각기 다른 기하 한계에 지배되는 세 가지가 있습니다.
1. 인벌류트 간섭
인벌류트 간섭은 한 기어의 이끝이 상대 이의 비인벌류트(기초원 아래) 영역으로 파고들 때 발생합니다. 내접 쌍에서는 외접 피니언의 잇수가 적고 링이 작을 때 문제가 됩니다. 조건은 링 이끝원이 기초원보다 커야 한다는 것(da2 ≥ db2)으로, 표준 20° 내접 기어에서는 링 잇수가 34 를 넘을 때(z₂ > 34)만 성립합니다.
2. 트로코이드 간섭
트로코이드 간섭은 물림 이탈 시 외접 피니언 이끝과 링의 트로코이드 이뿌리 필렛 사이에서 발생합니다. 잇수 차에 좌우되어 z₁ 과 z₂ 가 가까울수록 잘 일어납니다. 표준 20° 물림에서는 차가 9 를 넘으면 방지됩니다 — z₂ − z₁ > 9.
3. 트리밍 간섭
트리밍 간섭은 반경 방향 간섭입니다: z₁ 과 z₂ 가 매우 가까우면 피니언과 링을 반경 방향으로 전혀 맞붙일 수 없어 축 방향으로 밀어 넣어야만 조립됩니다. 같은 현상이 가공에서도 나타납니다: 잇수가 링에 너무 가까운 피니언형 커터로 내접 기어를 절삭하면 인벌류트 일부가 깎여 공구가 파손될 수 있습니다. 공개된 커터 한계(KHK)에 따르면, 표준 무전위 20° 피니언 커터에서는 커터 잇수 약 z₀ = 15–22 일 때 커터와 링 사이에 인벌류트 간섭이 생기며, 각 커터 크기에는 안전하게 창성할 수 있는 최대 링 잇수가 있습니다.
| 간섭 유형 | 작용 위치 | 원인 | 경험 법칙(α = 20°) |
|---|---|---|---|
| 인벌류트 | 이끝 vs 상대의 기초원 아래 치면 | 작은 피니언 / 작은 링 | 링 이끝 > 기초원 → z₂ > 34 |
| 트로코이드 | 피니언 이끝 vs 내접 이뿌리 필렛 | 작은 잇수 차 | z₂ − z₁ > 9 |
| 트리밍 | 반경 방향 조립 & 커터 창성 | z₁, z₂ 매우 근접 | 충분한 여유 확보; 커터 한계 확인 |
내보내기: Raw 창성 vs 고품질 NURBS
GearProfile.app은 내접 기어에도 외접 기어와 동일한 두 가지 내보내기 철학을 제공하며, 링 기어의 이뿌리 필렛이 진짜 트로코이드이므로 그 차이가 여기서 더욱 중요합니다.
Raw Export — 불리언 창성
Raw 내보내기는 완전한 Willis 운동학 시뮬레이션을 실행합니다: Fellow 커터를 한 공전 전체로 스윕하고 각 자국을 견고한 2D 기하 엔진으로 소재에서 불리언 감산합니다. 결과는 모든 2차 트리밍을 포함한 정확한 가공 치형으로, 조밀한 폴리라인(DXF에서 LWPOLYLINE)으로 내보냅니다. 실제 기어 셰이핑이 만들 형상을 정확히 보고 싶을 때 이상적인 “절삭 그대로” 기하입니다.
High Quality Export — 해석적 NURBS SPLINE
고품질 내보내기는 각 치형 구간을 해석적으로 계산합니다 — 인벌류트 치면과 트로코이드 이뿌리 필렛을 각각 B-스플라인으로 피팅하고, 이끝·이뿌리 호를 진짜 원호로 저장합니다. 따라서 DXF는 선분이 아니라 매끄러운 SPLINE 과 ARC 엔티티를 포함합니다. FreeCAD, Fusion 360, SolidWorks에 가져와 돌출하면 링이 매끄럽고 해석적으로 정의된 면을 갖습니다 — CAD 모델링, FEA, 정밀 CNC에 적합한 선택입니다.
자주 묻는 질문
커터는 왜 링보다 잇수가 적어야 하나요?
Fellow 커터는 애뉼러스 안의 피니언처럼 링과 맞물려 구릅니다. 쌍이 맞물리려면 피니언(커터)의 잇수가 링보다 적어야 합니다. 2차 트리밍을 피하려면 최소 3 이 차(z₂ − z₁ ≥ 3)가 필요합니다.
이끝 직경이 왜 피치 직경보다 작나요?
내접 기어에서는 이끝이 안쪽, 중심을 향합니다. 따라서 이끝원은 피치원 안에, 이뿌리원은 밖에 있어 외접 기어와 반대입니다. 링 기어에서는 정상이며 올바른 상태입니다.
제 링 기어가 특정 피니언과 맞물릴까요?
내접 기어와 그 피니언은 같은 모듈(또는 다이어메트럴 피치)과 압력각을 공유하고, 중심 거리가 표준 쌍에서 a = m·(z₂ − z₁)/2 일 때 맞물립니다. 피니언 이끝이 링 이뿌리를 피해야 하고, z₂ − z₁ 차가 충분히 커야 합니다 — 운전 쌍에서는 보통 z₂ − z₁ ≥ 10.
내접 기어에 다이어메트럴 피치(DP)를 쓸 수 있나요?
네. 크기 표준을 다이어메트럴 피치로 바꾸고 DP 값을 입력하세요. 내부적으로 m = 25.4 / DP 로 변환되어 기하와 내보내기는 미터계와 동일하며, 범례와 다운로드만 인치로 표시됩니다.
링 기어와 애뉼러스 기어의 차이는?
같은 것입니다. “링 기어”, “애뉼러스 기어”, “내접 기어”는 모두 링 안쪽에 이가 있는 기어를 가리킵니다. “애뉼러스”는 유성 기어 문헌에서 흔하고 “링 기어”는 일상 용어입니다.
내보낸 링 기어가 이가 있는 구멍이 뚫린 원판처럼 보입니다. 맞나요?
네. 내보내기는 고리 영역입니다: 외곽 경계원에서 내접 치형을 짝홀 채움 규칙으로 뺀 것입니다. 그 이가 있는 안쪽 개구가 바로 링 기어입니다. CAD에서 링을 돌출하면 실제 부품이 됩니다.
참고 문헌
- ISO 53:1998 — Cylindrical gears for general and heavy engineering: Standard basic rack tooth profile.
- DIN 3960 — Definitions, parameters and equations for involute cylindrical gears and gear pairs.
- DIN 1829 — Gear shaper cutters (Schneidräder) for involute spur gears.
- Litvin, F.L. & Fuentes, A. (2004). Gear Geometry and Applied Theory (2nd ed.). Cambridge University Press.
- Colbourne, J.R. (1987). The Geometry of Involute Gears. Springer-Verlag.
- Maitra, G.M. (2013). Handbook of Gear Design (2nd ed.). McGraw-Hill.
- Dengel, B. (2019). Internal ring gears — design and considerations. Gear Solutions, December 2019 (KHK-USA).
관련 읽을거리: 인벌류트 기어 프로파일 온라인 생성 방법 · 기어 모듈과 압력각: 올바른 값 선택