内歯車(リングギア)プロファイルをオンライン生成する方法 — ピニオンカッター法とDXF出力
内歯車はあらゆる遊星歯車装置の心臓部ですが、正しく描ける無料ツールはほとんどありません。本ガイドは内歯車(リングギア)の形状、Fellowピニオンカッターによる生成法、そしてブラウザで量産可能なSVG/DXFリングギアを出力する方法を解説します。
要点
- 内歯車(リングギア)はリング内側に歯を切った歯車で、歯先は中心を向きます。
- 外歯車と異なり歯先円は基準円より小さく、歯底円は大きくなります——歯先が内向きです。
- 内歯車はラックではなくFellowピニオンカッター(歯車形削り)で加工します。カッターの歯数はリングより少ない必要があります:z₁ < z₂。
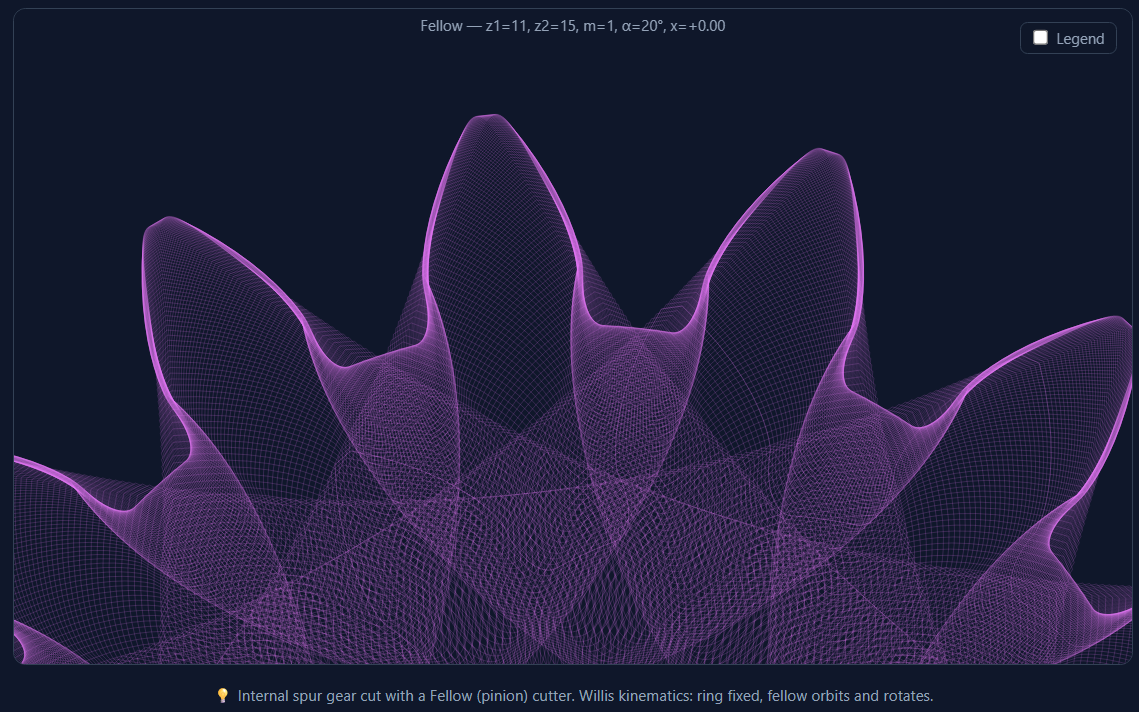
- 生成はWillis運動学に従います:リングを固定し、カッターが公転しつつ一定比で自転します。
- GearProfile.appはリングギアをブール創成(Raw)または解析的NURBS SPLINE曲線(High Quality)で生成し、SVG・DXFに出力します。
内歯車(リングギア)とは
内歯車——リングギアやアニュラスギアとも呼ばれます——は、円盤の外側ではなくリングの内側に歯を切った歯車です。正面から見ると、歯先が中心を向く環状に見えます。
内歯車は常に、リング内に位置する外歯ピニオンとかみ合います。両者は同方向に回転する(外歯対は逆回転)ため、内歯対はかみ合い率が高く、中心距離がコンパクトで、同サイズで負荷容量が大きくなります。だからこそリングギアは遊星(epicyclic)歯車装置の構造的中核なのです。
外歯車と同様、内歯の作用歯面は基礎円のインボリュートです(rb = r基準 · cos α)。かみ合い規則も同じで、内歯車とそのピニオンは同じモジュール(またはダイヤメトラルピッチ)と同じ圧力角を共有しなければなりません。
外歯車と内歯車:主な違い
内歯車はある意味、裏返した外歯車です。この一つの反転により、初心者を戸惑わせる幾何関係がいくつも逆転します:
| 特性 | 外歯車 | 内歯車(リングギア) |
|---|---|---|
| 歯の向き | 外向き | 内向き、中心へ |
| 歯先円 | 基準円より大 | 基準円より小 |
| 歯底円 | 基準円より小 | 基準円より大 |
| 歯 vs 歯溝 | 歯は中実材料 | 歯溝が中実;「歯」は切り欠き |
| かみ合い方向 | 逆回転 | ピニオンと同方向 |
| 創成工具 | ラック(ホブ) | Fellowピニオンカッター |
内歯の歯先は内向きなので、歯先直径 da2 は基準直径 d₂ より小さく、歯底直径 df2 は大きくなります。これは外歯とは逆で、リングギア図面を読む際に最も重要な点です。
ピニオンカッター法とWillis運動学
内歯車はラックや通常のホブでは切れません——リング内に工具の逃げがないためです。内歯車は Fellowピニオンカッター(Fellows Gear Shaper社に由来)で切削します。これは工作物とかみ合いながらゆっくり回転しつつ軸方向に往復する、焼入れした歯車形の工具です。この工程を歯車形削りと呼びます。
数学的には、生成されるリングギア歯面は、カッター歯が素材とかみ合って転がる際の連続位置の包絡線です。GearProfile.appはこの包絡線を Willis運動学でデジタルに再現します:
リングギア(z₂)を固定します。カッター(z₁)は角度 t でリング中心の周りを公転し、その中心は中心距離に等しい半径の円を描きます。同時にカッターは自軸まわりに −(z₂/z₁ − 1)·t だけ自転し、二つの基準円が滑りなく転がります。
カッターを一回転分掃引し、各カッター跡を素材から差し引くと、まさに内歯プロファイルが残ります——刃先が生成する本物のトロコイド歯元すみ肉を含み、単純な「インボリュートのみ」の作図では見落とされる部分です。
標準(等転位)対の中心距離は:a = m · (z₂ − z₁) / 2。
カッターはリングより歯数が少なく、きれいなすみ肉のための逃げが必要なので、GearProfile.appは z₁ < z₂ と最小差 z₂ − z₁ ≥ 3 を強制します。z₁ を z₂ に近づけすぎると、残すべきインボリュート歯面の一部をカッターが削るトリミング(二次干渉)が生じます。
内歯車のパラメータ
リングギア生成では外歯車より一つ多いパラメータ——カッター歯数 z₁——が必要です。すみ肉形状は生成したカッターに依存するためです。
| パラメータ | 記号 | 代表的範囲 | 制御対象 |
|---|---|---|---|
| モジュールまたはダイヤメトラルピッチ | m / DP | 0.5 – 10 mm / 2.5 – 50 DP | 歯の大きさ。基準直径 d₂ = m · z₂(メートル)または z₂ / DP インチ(インチ系)。リングとピニオンは一致必須。 |
| リング歯数 | z₂ | 15 – 100 | リングの歯数。基準円と歯車比を決定。 |
| カッター歯数 | z₁ | 5 – (z₂ − 3) | Fellowカッターの歯数。z₂ より最低 3 少なく。すみ肉形状に影響。 |
| 圧力角 | α | 14.5°、20°、25° | 接触力の角度。20° が標準(ISO 53)。相手ピニオンと一致必須。 |
| 歯末のたけ係数 | ha* | 1.0 – 1.25 | カッター歯末。リングの内向き歯先を形成。DIN 1829 既定 1.25。 |
| 歯元のたけ係数 | hf* | 0.5 – 1.0 | カッター歯元。内歯カッターの DIN 1829 既定 1.0。 |
| 転位係数 | x | −1.5 – +1.5 | カッターの径方向転位。歯厚を調整し、狭い比での干渉を回避。 |
カッター歯数 z₁ の選び方
実加工ではカッターは固定工具なので z₁ は在庫で決まります。デジタル設計では自由ですが、二つの指針が役立ちます:トリミング回避のため z₂ − z₁ ≥ 3 を保ち、実際にリング内で運転するピニオンに近いカッターを選ぶと最も代表的なすみ肉が得られます。最初の試行では z₁ ≈ z₂ − 5 がよく機能します。
手順:リングギアをオンライン生成
- サイドバー上部で 「内歯車(Fellow)」を選択します。カッター歯数(z₁)スライダーとリング歯数(z₂)欄が現れ、歯末/歯元の既定値が DIN 1829 の内歯値に自動で切り替わります。
- サイズ規格を選択。モジュール(mm、ISO)、またはインチ系ならダイヤメトラルピッチ(1/インチ、AGMA)。
- リング歯数 z₂ を設定——リングギアの歯数。
- カッター歯数 z₁ を設定。z₂ より最低 3 少なく。z₁ ≥ z₂ だと警告が出ます。
- 圧力角は 20° のまま。相手ピニオンが別値でない限り。
- プレビュー。単一歯と 360° タブがライブの Fellow 創成シミュレーションを表示し、基準・基礎・歯先(内)・歯底(外)円を選択単位の正確な直径で示します。
- 出力。Raw Export または High Quality Export を開き、計算をクリックして SVG または DXF をダウンロード。
360° プレビューはもう一度見る価値があります:カッターがリング周りの各位置を掃引する様子を示し、z₁/z₂ の組み合わせがきれいなプロファイルを生むか干渉するかを即座に判断できます。
内歯車の用途
遊星(epicyclic)歯車装置
リングギアはあらゆる遊星機構の外側部材です。太陽・遊星・リングは同じモジュールと圧力角を共有し、リング内歯が遊星歯車とかみ合います。遊星歯車装置はコンパクトで同軸、負荷分担する構成で高い減速比を実現します——AT、風力ドライブトレイン、ロボット関節、電動リダクションなど。
波動・サイクロイド減速機
多くの高減速比ロボット減速機は、固定反力部材として内歯リングを用います。低バックラッシュには正確な内歯プロファイルが不可欠です。
趣味・修理用リングギア
3Dプリント遊星ギアボックス、カメラスライダー駆動、時計機構、生産終了機器の交換用リングギアは、多くの無料ツールが生成できない正しい内歯プロファイルを必要とします。
内歯車の干渉
内歯車は外歯対より干渉を起こしやすく、画面上できれいなリングギアが組み付かない・回らない最大の理由です。干渉はかみ合う歯面同士(または加工時の工具と工作物)の物理的な重なりです。内歯車には3種類あり、それぞれ異なる幾何限界に支配されます。
1. インボリュート干渉
インボリュート干渉は、一方の歯先が相手歯の非インボリュート(基礎円より下)領域に食い込むときに起こります。内歯対では、外ピニオンの歯数が少なくリングが小さいと問題になります。条件はリング歯先円が基礎円より大きいこと(da2 ≥ db2)で、標準 20° 内歯車ではリング歯数が 34 を超える(z₂ > 34)ときのみ成立します。
2. トロコイド干渉
トロコイド干渉は、後退かみ合い時に外ピニオン歯先とリングのトロコイド歯元すみ肉の間で起こります。歯数差に依存し、z₁ と z₂ が近いほど起こりやすくなります。標準 20° かみ合いでは差が 9 を超えると回避されます——z₂ − z₁ > 9。
3. トリミング干渉
トリミング干渉は径方向の干渉です:z₁ と z₂ が非常に近いと、ピニオンとリングは径方向にまったく合わせられず、軸方向に滑り込ませてのみ組み付けられます。同じ現象は加工でも生じます:歯数がリングに近すぎるピニオン形カッターで内歯車を切ると、インボリュートの一部が削られ工具が折損するおそれがあります。公表されたカッター限界(KHK)によれば、標準無転位 20° ピニオンカッターでは、カッター歯数がおよそ z₀ = 15–22 のときカッターとリングの間にインボリュート干渉が生じ、各カッターサイズには安全に創成できる最大リング歯数があります。
| 干渉の種類 | 作用箇所 | 要因 | 経験則(α = 20°) |
|---|---|---|---|
| インボリュート | 歯先 vs 相手の基礎円下歯面 | 小ピニオン/小リング | リング歯先 > 基礎円 → z₂ > 34 |
| トロコイド | ピニオン歯先 vs 内歯すみ肉 | 歯数差が小 | z₂ − z₁ > 9 |
| トリミング | 径方向組付け・カッター創成 | z₁, z₂ が非常に近い | 十分な余裕を確保;カッター限界を確認 |
出力:Raw創成 vs 高品質NURBS
GearProfile.appは内歯車にも外歯車と同じ二つの出力思想を提供します。リングギアの歯元すみ肉は真のトロコイドなので、その違いはここでいっそう重要です。
Raw Export — ブール創成
Raw 出力は完全な Willis 運動学シミュレーションを実行します:Fellowカッターを一公転分掃引し、各跡を堅牢な2D幾何エンジンで素材からブール減算します。結果はすべての二次トリミングを含む正確な加工プロファイルで、密なポリライン(DXF では LWPOLYLINE)として出力されます。実際の歯車形削りが生む形状を正確に見たいときに理想的な「切削したまま」の幾何です。
High Quality Export — 解析的NURBS SPLINE
高品質出力は各歯セクションを解析的に計算します——インボリュート歯面とトロコイド歯元すみ肉をそれぞれ B スプラインで近似し、歯先・歯元円弧を真の円弧として保存します。DXF は線分ではなく滑らかな SPLINE と ARC エンティティを含みます。FreeCAD、Fusion 360、SolidWorks に取り込み押し出すと、リングは滑らかで解析的に定義された面を持ちます——CAD モデリング、FEA、精密 CNC に適した選択です。
よくある質問
なぜカッターはリングより歯数が少ない必要があるのですか?
Fellowカッターはアニュラス内のピニオンのようにリングとかみ合って転がります。対がかみ合うには、ピニオン(カッター)の歯数がリングより少なくなければなりません。二次トリミング回避のため、最低 3 枚差(z₂ − z₁ ≥ 3)が必要です。
なぜ歯先直径が基準直径より小さいのですか?
内歯車では歯先が内向き、中心を向きます。よって歯先円は基準円の内側、歯底円は外側にあり、外歯車とは逆です。リングギアではこれが正常で正しい状態です。
私のリングギアは特定のピニオンとかみ合いますか?
内歯車とそのピニオンは、同じモジュール(またはダイヤメトラルピッチ)と圧力角を共有し、中心距離が標準対で a = m·(z₂ − z₁)/2 のときかみ合います。ピニオン歯先はリング歯底を逃げる必要があり、z₂ − z₁ 差は十分大きく——運転対では通常 z₂ − z₁ ≥ 10。
内歯車でダイヤメトラルピッチ(DP)は使えますか?
はい。サイズ規格をダイヤメトラルピッチに切り替え、DP 値を入力します。内部では m = 25.4 / DP で換算され、幾何と出力はメートル系と同一で、凡例とダウンロードのみインチ表記になります。
リングギアとアニュラスギアの違いは?
同じものです。「リングギア」「アニュラスギア」「内歯車」はいずれもリング内側に歯を持つ歯車を指します。「アニュラス」は遊星歯車の文献で一般的、「リングギア」は日常語です。
出力したリングギアが歯付き穴のある中実円盤に見えます。正しいですか?
はい。出力は環状領域です:外境界円から内歯プロファイルを偶奇塗り分け規則で差し引いています。その歯付き内開口があなたのリングギアです。CAD ではリングを押し出して部品にします。
参考文献
- ISO 53:1998 — Cylindrical gears for general and heavy engineering: Standard basic rack tooth profile.
- DIN 3960 — Definitions, parameters and equations for involute cylindrical gears and gear pairs.
- DIN 1829 — Gear shaper cutters (Schneidräder) for involute spur gears.
- Litvin, F.L. & Fuentes, A. (2004). Gear Geometry and Applied Theory (2nd ed.). Cambridge University Press.
- Colbourne, J.R. (1987). The Geometry of Involute Gears. Springer-Verlag.
- Maitra, G.M. (2013). Handbook of Gear Design (2nd ed.). McGraw-Hill.
- Dengel, B. (2019). Internal ring gears — design and considerations. Gear Solutions, December 2019 (KHK-USA).