Créer des profils d'engrenage intérieur (couronne) en ligne — méthode Fellow & export DXF
Les engrenages intérieurs sont le cœur de tout train planétaire, pourtant presque aucun outil gratuit ne sait les tracer correctement. Ce guide explique la géométrie de l'engrenage intérieur (couronne), la méthode de génération par outil-pignon Fellow et comment exporter une couronne SVG ou DXF prête à produire depuis votre navigateur.
Points clés
- Un engrenage intérieur (couronne ou anneau) a des dents taillées à l'intérieur d'un anneau ; les sommets des dents pointent vers le centre.
- Contrairement à un engrenage extérieur, le cercle de tête est plus petit que le cercle primitif et le cercle de pied est plus grand — le sommet pointe vers l'intérieur.
- Les engrenages intérieurs sont générés avec un outil-pignon Fellow (mortaiseuse), non avec une crémaillère. L'outil doit avoir moins de dents que la couronne : z₁ < z₂.
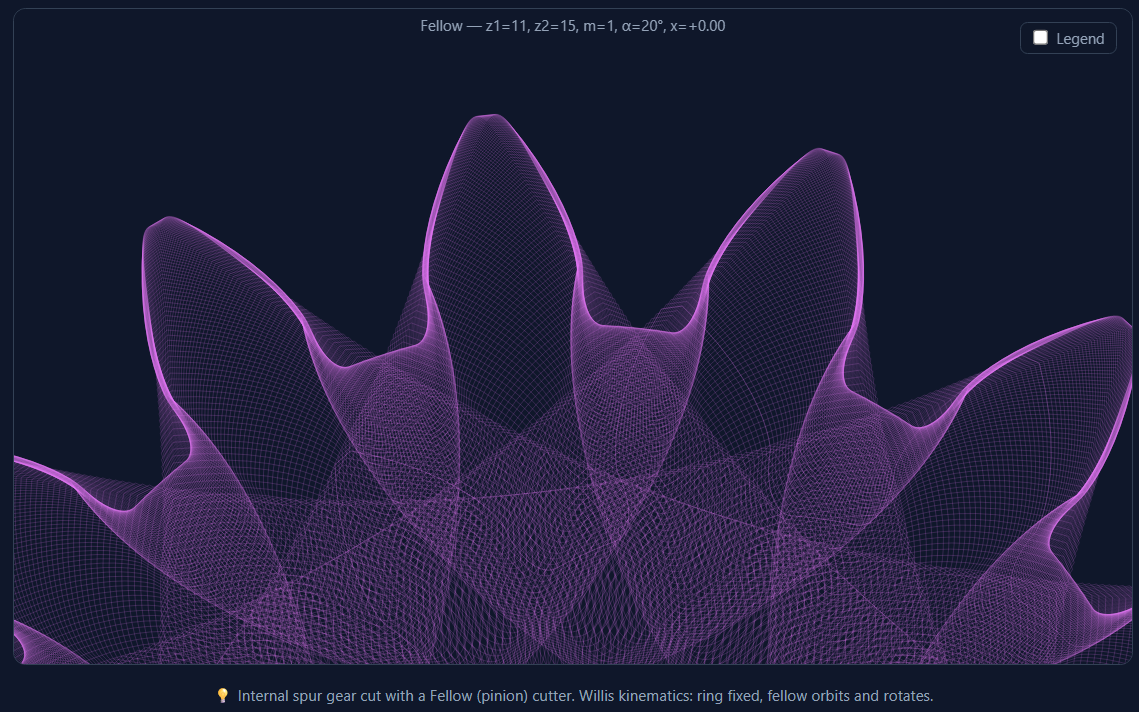
- La génération suit la cinématique de Willis : la couronne est fixe tandis que l'outil orbite et tourne sur son axe selon un rapport fixe.
- GearProfile.app produit la couronne par soustraction booléenne (Raw) ou par courbes NURBS SPLINE analytiques (High Quality) ; export en SVG et DXF.
Qu'est-ce qu'un engrenage intérieur (couronne) ?
Un engrenage intérieur — aussi appelé couronne ou anneau — est un engrenage dont les dents sont taillées à l'intérieur d'un anneau plutôt qu'à l'extérieur d'un disque. Vu de face, on voit un anneau dont les dents pointent vers le centre.
Les engrenages intérieurs engrènent toujours avec un pignon extérieur placé à l'intérieur de l'anneau. Comme les deux roues tournent dans le même sens (une paire extérieure tourne en sens inverse), une paire intérieure offre un rapport de conduite plus élevé, un entraxe plus compact et une capacité de charge supérieure à taille égale. C'est pourquoi la couronne est le cœur structurel du train planétaire (épicycloïdal).
Comme pour un engrenage extérieur, le flanc actif d'une dent intérieure est une développante d'un cercle de base (rb = rprimitif · cos α). La même règle d'engrènement s'applique : la couronne et son pignon doivent partager le même module (ou diametral pitch) et le même angle de pression.
Extérieur vs intérieur : différences clés
L'engrenage intérieur est en quelque sorte un engrenage extérieur retourné. Cette seule inversion renverse plusieurs relations géométriques qui surprennent les débutants :
| Propriété | Engrenage extérieur | Engrenage intérieur (couronne) |
|---|---|---|
| Sens des dents | Vers l'extérieur | Vers l'intérieur, vers le centre |
| Cercle de tête | Plus grand que le primitif | Plus petit que le primitif |
| Cercle de pied | Plus petit que le primitif | Plus grand que le primitif |
| Dent vs entredent | La dent est pleine | L'entredent est plein ; la « dent » est un creux |
| Sens d'engrènement | Contra-rotatif | Même sens que le pignon |
| Outil de génération | Crémaillère (fraise-mère) | Outil-pignon Fellow (mortaiseuse) |
Comme le sommet d'une dent intérieure pointe vers l'intérieur, le diamètre de tête da2 est plus petit que le diamètre primitif d₂, et le diamètre de pied df2 est plus grand. C'est l'inverse du cas extérieur et le point le plus important à retenir en lisant un plan de couronne.
Méthode Fellow & cinématique de Willis
On ne peut pas tailler un engrenage intérieur à la crémaillère ni à la fraise-mère classique — il n'y a pas de dégagement pour l'outil à l'intérieur de l'anneau. Les engrenages intérieurs sont taillés avec un outil-pignon Fellow (du nom de la société Fellows Gear Shaper), un outil trempé en forme d'engrenage qui va-et-vient axialement tout en tournant lentement en prise avec la pièce. Ce procédé s'appelle le mortaisage.
Mathématiquement, le flanc de couronne généré est l'enveloppe de toutes les positions successives de la dent d'outil roulant en prise dans l'ébauche. GearProfile.app reproduit cette enveloppe numériquement avec la cinématique de Willis :
La couronne (z₂) est fixe. L'outil (z₁) orbite autour du centre de l'anneau selon un angle t, son centre décrivant un cercle de rayon égal à l'entraxe. Simultanément l'outil tourne sur son axe de −(z₂/z₁ − 1)·t, gardant les deux cercles primitifs en roulement sans glissement.
Balayer l'outil sur un tour complet et soustraire chaque empreinte de l'ébauche laisse exactement le profil intérieur — y compris le vrai congé trochoïdal engendré par le sommet de l'outil, qu'une construction « développante seule » manquerait.
L'entraxe pour une paire standard (déport égal) est : a = m · (z₂ − z₁) / 2.
Comme l'outil doit avoir moins de dents que la couronne et nécessite du dégagement pour un congé net, GearProfile.app impose z₁ < z₂ et une différence minimale de z₂ − z₁ ≥ 3. Un z₁ trop proche de z₂ provoque un rognage (interférence secondaire) où l'outil enlève une partie du flanc développant qu'il devait laisser.
Paramètres de l'engrenage intérieur
Générer une couronne exige un paramètre de plus qu'un engrenage extérieur — le nombre de dents de l'outil z₁ — car la forme du congé dépend de l'outil qui l'a produit.
| Paramètre | Symbole | Plage typique | Ce qu'il contrôle |
|---|---|---|---|
| Module ou diametral pitch | m / DP | 0,5 – 10 mm / 2,5 – 50 DP | Taille de dent. Primitif d₂ = m · z₂ (métrique) ou z₂ / DP pouces (impérial). Couronne et pignon doivent correspondre. |
| Nombre de dents de la couronne | z₂ | 15 – 100 | Dents de la couronne. Fixe le primitif et le rapport. |
| Nombre de dents de l'outil | z₁ | 5 – (z₂ − 3) | Dents de l'outil Fellow. Au moins 3 de moins que z₂. Influe sur la forme du congé. |
| Angle de pression | α | 14,5°, 20°, 25° | Angle de la force de contact. 20° est le standard (ISO 53). Doit correspondre au pignon. |
| Coefficient de saillie | ha* | 1,0 – 1,25 | Saillie de l'outil ; forme le sommet intérieur de la couronne. Défaut DIN 1829 : 1,25. |
| Coefficient de creux | hf* | 0,5 – 1,0 | Creux de l'outil. Défaut DIN 1829 : 1,0 pour les outils intérieurs. |
| Déport de profil | x | −1,5 – +1,5 | Déport radial de l'outil. Ajuste l'épaisseur de dent et évite l'interférence en rapports serrés. |
Choisir le nombre de dents de l'outil z₁
En fabrication réelle, l'outil est fixe, donc z₁ dépend du stock. En conception numérique vous êtes libre, mais deux repères aident : gardez z₂ − z₁ ≥ 3 pour éviter le rognage, et préférez un outil proche du pignon réellement utilisé dans la couronne, car il donne le congé le plus représentatif. Pour un premier essai, z₁ ≈ z₂ − 5 convient bien.
Pas à pas : créer une couronne en ligne
- Sélectionnez « Engrenage intérieur (Fellow) » en haut de la barre latérale. Le curseur du nombre de dents d'outil (z₁) et le champ de dents de couronne (z₂) apparaissent, et les défauts saillie/creux passent automatiquement aux valeurs intérieures DIN 1829.
- Choisissez la norme de taille. Module (mm, ISO) ou Diametral Pitch (1/pouce, AGMA) si vous travaillez en impérial.
- Réglez le nombre de dents de la couronne z₂ — le nombre de dents de votre couronne.
- Réglez le nombre de dents de l'outil z₁. Au moins 3 sous z₂. Un avertissement apparaît si z₁ ≥ z₂.
- Laissez l'angle de pression à 20° sauf si votre pignon utilise une autre valeur.
- Aperçu. Les onglets Dent unique et 360° affichent la simulation Fellow en direct : cercles primitif, de base, de tête (intérieur) et de pied (extérieur) avec les diamètres exacts dans l'unité choisie.
- Exportez. Ouvrez Raw Export ou High Quality Export, cliquez sur Calculer, puis téléchargez SVG ou DXF.
L'aperçu 360° mérite un second regard : il montre l'outil balayant chaque position autour de la couronne, ce qui révèle immédiatement si votre combinaison z₁/z₂ produit un profil net ou interfère.
Où utilise-t-on les engrenages intérieurs
Trains planétaires (épicycloïdaux)
La couronne est l'élément extérieur de tout train planétaire. Solaire, satellites et couronne partagent un module et un angle de pression ; les dents intérieures de la couronne engrènent avec les satellites. Les trains planétaires offrent de forts rapports de réduction dans un ensemble compact, coaxial et à partage de charge — boîtes automatiques, éoliennes, articulations robotiques, réducteurs d'entraînement électrique.
Réducteurs harmoniques et cycloïdaux
Beaucoup de réducteurs robotiques à fort rapport utilisent une couronne intérieure comme élément de réaction fixe. Un profil intérieur précis est essentiel à leur faible jeu.
Couronnes pour loisir et réparation
Trains planétaires imprimés en 3D, entraînements de slider, mécanismes d'horlogerie et couronnes de rechange pour équipements obsolètes exigent un profil intérieur correct que la plupart des outils gratuits ne produisent pas.
Interférences dans les engrenages intérieurs
Les engrenages intérieurs sont plus sujets aux interférences que les paires extérieures, et c'est la principale raison qu'une couronne belle à l'écran ne s'assemble ou ne tourne pas. L'interférence est un chevauchement physique des flancs en prise (ou de l'outil et de la pièce en fabrication). Pour les engrenages intérieurs il existe trois types, chacun régi par une limite géométrique différente.
1. Interférence de développante
L'interférence de développante survient quand le sommet d'une roue pénètre la zone non-développante (sous le cercle de base) de la dent conjuguée. Dans une paire intérieure, elle pose problème quand le pignon a peu de dents et la couronne est petite. La condition est que le cercle de tête de la couronne reste plus grand que son cercle de base (da2 ≥ db2) ; pour une couronne standard à 20° cela n'est vrai qu'au-delà de 34 dents (z₂ > 34).
2. Interférence trochoïdale
L'interférence trochoïdale se produit entre le sommet du pignon et le congé trochoïdal de la couronne lors de la retraite. Elle dépend de la différence de nombres de dents : plus z₁ et z₂ sont proches, plus elle est probable. Pour un engrènement standard à 20°, elle est évitée si la différence dépasse neuf — z₂ − z₁ > 9.
3. Interférence de rognage
L'interférence de rognage est radiale : quand z₁ et z₂ sont très proches, pignon et couronne ne peuvent pas être rapprochés radialement — l'assemblage se fait uniquement en glissant l'un dans l'autre axialement. Le même phénomène apparaît en fabrication : tailler une couronne avec un outil-pignon dont le nombre de dents est trop proche de la couronne rogne une partie de la développante et peut casser l'outil. Les limites d'outils publiées (KHK) montrent que, pour un outil-pignon standard 20° non déporté, l'interférence de développante entre outil et couronne apparaît pour des nombres de dents d'outil z₀ = 15–22, et chaque taille d'outil a un nombre de dents de couronne maximal générable en sécurité.
| Type d'interférence | Où elle agit | Provoquée par | Règle empirique (α = 20°) |
|---|---|---|---|
| Développante | Sommet vs flanc sous le cercle de base | Petit pignon / petite couronne | Tête couronne > cercle de base → z₂ > 34 |
| Trochoïdale | Sommet pignon vs congé intérieur | Faible écart de dents | z₂ − z₁ > 9 |
| Rognage | Assemblage radial & génération outil | z₁, z₂ très proches | Garder une grande marge ; vérifier les limites d'outil |
Export : Raw vs High Quality NURBS
GearProfile.app propose pour les engrenages intérieurs les deux mêmes philosophies d'export que pour les extérieurs, et la distinction compte encore plus ici car le congé de pied d'une couronne est une vraie trochoïde.
Raw Export — soustraction booléenne
Raw Export exécute la simulation complète de cinématique de Willis : l'outil Fellow est balayé sur une orbite complète et chaque empreinte est soustraite booléennement de l'ébauche avec un moteur géométrique 2D robuste. Le résultat est le profil fabriqué exact, y compris tous les rognages secondaires, exporté en polyligne dense (LWPOLYLINE en DXF). C'est la géométrie fidèle « telle que taillée » — idéale pour voir exactement ce qu'un vrai mortaisage produirait.
High Quality Export — NURBS SPLINE analytique
High Quality Export calcule chaque section de dent analytiquement — le flanc développant et le congé trochoïdal sont chacun ajustés par un B-spline, et les arcs de tête et de pied sont stockés comme de vrais arcs de cercle. Le DXF contient alors des entités SPLINE et ARC lisses, non des segments. Importé dans FreeCAD, Fusion 360 ou SolidWorks et extrudé, l'anneau a des faces lisses définies analytiquement — le bon choix pour la CAO, l'analyse EF et l'usinage CNC de précision.
Créez une couronne intérieure — gratuit dans le navigateur
Passez en Engrenage intérieur, réglez les dents de couronne et d'outil, exportez SVG ou DXF instantanément. Aucune installation, aucun compte.
Ouvrir le générateur →FAQ
Pourquoi l'outil doit-il avoir moins de dents que la couronne ?
L'outil Fellow roule en prise avec la couronne comme un pignon dans un anneau. Pour que la paire engrène, le pignon (outil) doit avoir moins de dents que la couronne. Une différence d'au moins 3 dents (z₂ − z₁ ≥ 3) est requise pour éviter le rognage secondaire.
Pourquoi le diamètre de tête est-il plus petit que le primitif ?
Sur un engrenage intérieur, le sommet pointe vers l'intérieur, vers le centre. Le cercle de tête est donc à l'intérieur du primitif et le cercle de pied à l'extérieur — l'inverse d'un engrenage extérieur. Pour une couronne c'est normal et correct.
Ma couronne engrènera-t-elle avec un pignon donné ?
Une couronne et son pignon engrènent lorsqu'ils partagent le même module (ou diametral pitch) et le même angle de pression, et que l'entraxe vaut a = m·(z₂ − z₁)/2 pour une paire standard. Le sommet du pignon doit dégager le pied de la couronne, et l'écart z₂ − z₁ doit être assez grand — généralement z₂ − z₁ ≥ 10 pour une paire en fonctionnement.
Puis-je utiliser le diametral pitch (DP) pour les engrenages intérieurs ?
Oui. Réglez la norme de taille sur Diametral Pitch et saisissez votre valeur DP. En interne l'outil convertit avec m = 25,4 / DP ; la géométrie et l'export sont identiques à la voie métrique, seuls la légende et les téléchargements indiquent des pouces.
Quelle différence entre couronne et anneau ?
C'est la même chose. « Couronne », « anneau » et « engrenage intérieur » désignent un engrenage denté à l'intérieur d'un anneau. « Anneau » est courant dans la littérature planétaire ; « couronne » est le terme usuel.
Ma couronne exportée ressemble à un disque plein avec un trou denté. Est-ce normal ?
Oui. L'export est une région annulaire : un cercle extérieur d'où l'on soustrait le profil intérieur avec une règle de remplissage pair-impair. Cette ouverture dentée est votre couronne. En CAO, extrudez l'anneau pour obtenir la pièce.
Références et lectures
- ISO 53:1998 — Cylindrical gears for general and heavy engineering: Standard basic rack tooth profile.
- DIN 3960 — Definitions, parameters and equations for involute cylindrical gears and gear pairs.
- DIN 1829 — Gear shaper cutters (Schneidräder) for involute spur gears.
- Litvin, F.L. & Fuentes, A. (2004). Gear Geometry and Applied Theory (2nd ed.). Cambridge University Press.
- Colbourne, J.R. (1987). The Geometry of Involute Gears. Springer-Verlag.
- Maitra, G.M. (2013). Handbook of Gear Design (2nd ed.). McGraw-Hill.
- Dengel, B. (2019). Internal ring gears — design and considerations. Gear Solutions, December 2019 (KHK-USA).
À lire aussi : Créer des profils d'engrenage à développante en ligne · Module et angle de pression : bien choisir