Cómo crear perfiles de engranaje interior (corona) en línea — método Fellow y exportación DXF
Los engranajes interiores son el corazón de todo tren planetario, pero casi ninguna herramienta gratuita sabe dibujarlos correctamente. Esta guía explica la geometría del engranaje interior (corona), el método de generación con piñón-cortador Fellow y cómo exportar una corona SVG o DXF lista para producción desde el navegador.
Puntos clave
- Un engranaje interior (corona o anillo) tiene dientes tallados en el interior de un anillo; las puntas apuntan hacia el centro.
- A diferencia de un engranaje exterior, el círculo de cabeza es menor que el primitivo y el círculo de pie es mayor — la cabeza apunta hacia dentro.
- Los engranajes interiores se generan con un piñón-cortador Fellow (mortajadora), no con una cremallera. El cortador debe tener menos dientes que la corona: z₁ < z₂.
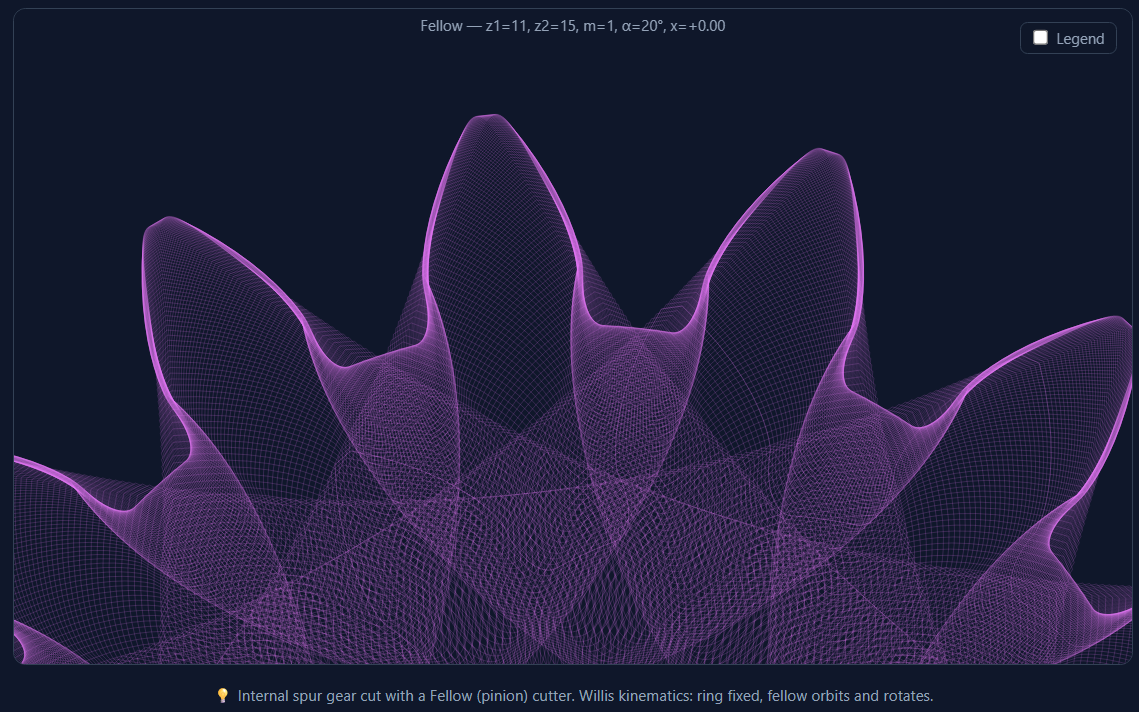
- La generación sigue la cinemática de Willis: la corona está fija mientras el cortador orbita y gira sobre su eje en una relación fija.
- GearProfile.app produce la corona por sustracción booleana (Raw) o por curvas NURBS SPLINE analíticas (High Quality); exportación a SVG y DXF.
¿Qué es un engranaje interior (corona)?
Un engranaje interior — también llamado corona o anillo — es un engranaje cuyos dientes están tallados en el interior de un anillo en lugar del exterior de un disco. Visto de frente, se ve un anillo con dientes que apuntan hacia el centro.
Los engranajes interiores siempre engranan con un piñón exterior situado dentro del anillo. Como ambas ruedas giran en el mismo sentido (un par exterior gira en sentido contrario), un par interior ofrece mayor relación de contacto, una distancia entre centros más compacta y mayor capacidad de carga a igual tamaño. Por eso la corona es el núcleo estructural del tren planetario (epicicloidal).
Como en un engranaje exterior, el flanco activo de un diente interior es una evolvente de un círculo base (rb = rprimitivo · cos α). Se aplica la misma regla de engrane: la corona y su piñón deben compartir el mismo módulo (o diametral pitch) y el mismo ángulo de presión.
Exterior vs interior: diferencias clave
El engranaje interior es, en cierto modo, un engranaje exterior del revés. Esa única inversión invierte varias relaciones geométricas que sorprenden a los principiantes:
| Propiedad | Engranaje exterior | Engranaje interior (corona) |
|---|---|---|
| Sentido del diente | Hacia afuera | Hacia dentro, al centro |
| Círculo de cabeza | Mayor que el primitivo | Menor que el primitivo |
| Círculo de pie | Menor que el primitivo | Mayor que el primitivo |
| Diente vs hueco | El diente es material macizo | El hueco es macizo; el « diente » es un rebaje |
| Sentido de engrane | Contrarrotante | Mismo sentido que el piñón |
| Herramienta de generación | Cremallera (fresa madre) | Piñón-cortador Fellow (mortajadora) |
Como la cabeza de un diente interior apunta hacia dentro, el diámetro de cabeza da2 es menor que el diámetro primitivo d₂, y el diámetro de pie df2 es mayor. Es lo contrario del caso exterior y lo más importante al interpretar un plano de corona.
Método Fellow y cinemática de Willis
No se puede tallar un engranaje interior con cremallera ni con fresa madre común — no hay salida para la herramienta dentro del anillo. Los engranajes interiores se tallan con un piñón-cortador Fellow (por la empresa Fellows Gear Shaper), una herramienta templada con forma de engranaje que se mueve axialmente mientras gira lentamente en engrane con la pieza. Este proceso se llama mortajado.
Matemáticamente, el flanco de corona generado es la envolvente de todas las posiciones sucesivas del diente del cortador al rodar en engrane con el disco en bruto. GearProfile.app reproduce esa envolvente digitalmente con la cinemática de Willis:
La corona (z₂) se mantiene fija. El cortador (z₁) orbita alrededor del centro del anillo con un ángulo t, con su centro describiendo un círculo de radio igual a la distancia entre centros. A la vez el cortador gira sobre su eje −(z₂/z₁ − 1)·t, manteniendo ambos primitivos rodando sin deslizamiento.
Barrer el cortador una vuelta completa y restar cada huella del disco deja exactamente el perfil interior — incluido el verdadero enlace trocoidal de pie que genera la punta del cortador y que una construcción de « solo evolvente » perdería.
La distancia entre centros para un par estándar (igual desplazamiento) es: a = m · (z₂ − z₁) / 2.
Como el cortador debe tener menos dientes que la corona y necesita holgura para un enlace limpio, GearProfile.app impone z₁ < z₂ y una diferencia mínima de z₂ − z₁ ≥ 3. Un z₁ demasiado cercano a z₂ causa recorte (interferencia secundaria) donde el cortador elimina parte del flanco evolvente que debía dejar.
Parámetros del engranaje interior
Generar una corona exige un parámetro más que un engranaje exterior — el número de dientes del cortador z₁ — porque la forma del enlace depende del cortador que la produjo.
| Parámetro | Símbolo | Rango típico | Qué controla |
|---|---|---|---|
| Módulo o diametral pitch | m / DP | 0,5 – 10 mm / 2,5 – 50 DP | Tamaño del diente. Primitivo d₂ = m · z₂ (métrico) o z₂ / DP pulgadas (imperial). Corona y piñón deben coincidir. |
| Número de dientes de la corona | z₂ | 15 – 100 | Dientes de la corona. Fija el primitivo y la relación. |
| Número de dientes del cortador | z₁ | 5 – (z₂ − 3) | Dientes del cortador Fellow. Al menos 3 menos que z₂. Afecta la forma del enlace. |
| Ángulo de presión | α | 14,5°, 20°, 25° | Ángulo de la fuerza de contacto. 20° es el estándar (ISO 53). Debe coincidir con el piñón. |
| Coeficiente de addendum | ha* | 1,0 – 1,25 | Addendum del cortador; forma la punta interior de la corona. Predeterminado DIN 1829: 1,25. |
| Coeficiente de dedendum | hf* | 0,5 – 1,0 | Dedendum del cortador. Predeterminado DIN 1829: 1,0 para cortadores interiores. |
| Desplazamiento de perfil | x | −1,5 – +1,5 | Desplazamiento radial del cortador. Ajusta el espesor y evita interferencia en relaciones ajustadas. |
Elegir el número de dientes del cortador z₁
En fabricación real el cortador es una herramienta fija, así que z₁ depende del stock. En diseño digital tienes libertad, pero dos guías ayudan: mantén z₂ − z₁ ≥ 3 para evitar el recorte y prefiere un cortador cercano al piñón que realmente girará en la corona, pues da el enlace más representativo. Para un primer intento, z₁ ≈ z₂ − 5 funciona bien.
Paso a paso: crear una corona en línea
- Selecciona « Engranaje interior (Fellow) » en la parte superior de la barra lateral. Aparecen el deslizador de dientes del cortador (z₁) y el campo de dientes de la corona (z₂), y los valores de addendum/dedendum cambian automáticamente a los interiores de DIN 1829.
- Elige la norma de tamaño. Módulo (mm, ISO) o Diametral Pitch (1/pulgada, AGMA) si trabajas en imperial.
- Ajusta el número de dientes de la corona z₂ — los dientes de tu corona.
- Ajusta el número de dientes del cortador z₁. Al menos 3 por debajo de z₂. Aparece un aviso si z₁ ≥ z₂.
- Deja el ángulo de presión en 20° salvo que tu piñón use otro valor.
- Previsualiza. Las pestañas Diente único y 360° muestran la simulación Fellow en vivo: círculos primitivo, base, de cabeza (interior) y de pie (exterior) con los diámetros exactos en la unidad elegida.
- Exporta. Abre Raw Export o High Quality Export, pulsa Calcular y descarga SVG o DXF.
La vista 360° merece una segunda mirada: muestra el cortador barriendo cada posición alrededor de la corona, revelando de inmediato si tu combinación z₁/z₂ produce un perfil limpio o interfiere.
Dónde se usan los engranajes interiores
Trenes planetarios (epicicloidales)
La corona es el elemento exterior de todo tren planetario. Sol, satélites y corona comparten módulo y ángulo de presión; los dientes interiores de la corona engranan con los satélites. Los trenes planetarios logran altas reducciones en un conjunto compacto, coaxial y con reparto de carga — cajas automáticas, aerogeneradores, articulaciones robóticas y reductores de tracción eléctrica.
Reductores harmonic drive y cicloidales
Muchos reductores robóticos de alta relación usan una corona interior como elemento de reacción fijo. Un perfil interior preciso es esencial para su bajo juego.
Coronas para afición y reparación
Trenes planetarios impresos en 3D, deslizadores de cámara, mecanismos de relojería y coronas de repuesto para equipos descatalogados necesitan un perfil interior correcto que la mayoría de herramientas gratuitas no produce.
Interferencia en engranajes interiores
Los engranajes interiores son más propensos a la interferencia que los pares exteriores, y es la mayor razón por la que una corona que se ve bien en pantalla no se monta o no gira. La interferencia es un solapamiento físico de los flancos en contacto (o del cortador y la pieza durante la fabricación). En los engranajes interiores hay tres tipos, cada uno regido por un límite geométrico distinto.
1. Interferencia de evolvente
La interferencia de evolvente ocurre cuando la punta de una rueda penetra la zona no evolvente (bajo el círculo base) del diente conjugado. En un par interior es problemática cuando el piñón tiene pocos dientes y la corona es pequeña. La condición es que el círculo de cabeza de la corona siga siendo mayor que su círculo base (da2 ≥ db2); para una corona estándar de 20° esto solo se cumple con más de 34 dientes (z₂ > 34).
2. Interferencia trocoidal
La interferencia trocoidal ocurre entre la punta del piñón y el enlace trocoidal de pie de la corona durante el retroceso. Depende de la diferencia de dientes: cuanto más cerca están z₁ y z₂, más probable es. Para un engrane estándar de 20° se evita si la diferencia supera nueve — z₂ − z₁ > 9.
3. Interferencia de recorte (trimming)
La interferencia de recorte es radial: cuando z₁ y z₂ son muy cercanos, piñón y corona no pueden unirse radialmente — solo se montan deslizando uno dentro del otro axialmente. Lo mismo aparece en fabricación: tallar una corona con un piñón-cortador cuyo número de dientes es demasiado cercano recorta parte de la evolvente y puede romper la herramienta. Los límites publicados (KHK) muestran que, para un piñón-cortador estándar de 20° sin desplazamiento, la interferencia de evolvente entre cortador y corona aparece para números de dientes del cortador z₀ = 15–22, y cada tamaño de cortador tiene un número máximo de dientes de corona que puede generar con seguridad.
| Tipo de interferencia | Dónde actúa | Provocada por | Regla práctica (α = 20°) |
|---|---|---|---|
| Evolvente | Punta vs flanco bajo el círculo base | Piñón pequeño / corona pequeña | Cabeza corona > círculo base → z₂ > 34 |
| Trocoidal | Punta del piñón vs enlace interior | Poca diferencia de dientes | z₂ − z₁ > 9 |
| Recorte | Montaje radial y generación con cortador | z₁, z₂ muy cercanos | Mantener buen margen; revisar límites del cortador |
Exportación: Raw vs High Quality NURBS
GearProfile.app ofrece para engranajes interiores las mismas dos filosofías de exportación que para exteriores, y la distinción importa aún más aquí porque el enlace de pie de una corona es una trocoide real.
Raw Export — sustracción booleana
Raw Export ejecuta la simulación completa de cinemática de Willis: el cortador Fellow se barre en una órbita completa y cada huella se resta booleanamente del disco con un motor geométrico 2D robusto. El resultado es el perfil fabricado exacto, con todos los recortes secundarios, exportado como polilínea densa (LWPOLYLINE en DXF). Es la geometría fiel « tal como se talla » — ideal para ver exactamente qué produciría un mortajado real.
High Quality Export — NURBS SPLINE analítica
High Quality Export calcula cada sección del diente analíticamente — el flanco evolvente y el enlace trocoidal se ajustan cada uno con un B-spline, y los arcos de cabeza y pie se guardan como arcos de círculo reales. El DXF contiene entonces entidades SPLINE y ARC suaves, no segmentos. Importado en FreeCAD, Fusion 360 o SolidWorks y extruido, el anillo tiene caras suaves definidas analíticamente — la opción correcta para CAD, análisis por EF y CNC de precisión.
Crea una corona interior — gratis en el navegador
Cambia a Engranaje interior, ajusta los dientes de corona y cortador, exporta SVG o DXF al instante. Sin instalación, sin cuenta.
Abrir el generador →Preguntas frecuentes
¿Por qué el cortador necesita menos dientes que la corona?
El cortador Fellow rueda en engrane con la corona como un piñón dentro de un anillo. Para que el par engrane, el piñón (cortador) debe tener menos dientes que la corona. Se requiere una diferencia de al menos 3 dientes (z₂ − z₁ ≥ 3) para evitar el recorte secundario.
¿Por qué el diámetro de cabeza es menor que el primitivo?
En un engranaje interior la cabeza apunta hacia dentro, al centro. Por eso el círculo de cabeza queda dentro del primitivo y el de pie fuera — al revés que un engranaje exterior. Para una corona es normal y correcto.
¿Engranará mi corona con un piñón dado?
Una corona y su piñón engranan cuando comparten el mismo módulo (o diametral pitch) y ángulo de presión, y la distancia entre centros es a = m·(z₂ − z₁)/2 para un par estándar. La cabeza del piñón debe librar el pie de la corona, y la diferencia z₂ − z₁ debe ser suficiente — normalmente z₂ − z₁ ≥ 10 para un par en funcionamiento.
¿Puedo usar diametral pitch (DP) para engranajes interiores?
Sí. Cambia la norma de tamaño a Diametral Pitch e introduce tu valor DP. Internamente la herramienta convierte con m = 25,4 / DP; la geometría y la exportación son idénticas a la vía métrica, solo la leyenda y las descargas indican pulgadas.
¿Cuál es la diferencia entre corona y anillo?
Son lo mismo. « Corona », « anillo » y « engranaje interior » describen un engranaje dentado por dentro de un anillo. « Anillo » es común en la literatura planetaria; « corona » es el término cotidiano.
Mi corona exportada parece un disco macizo con un agujero dentado. ¿Es correcto?
Sí. La exportación es una región anular: un círculo exterior del que se resta el perfil interior con regla de relleno par-impar. Esa abertura dentada es tu corona. En CAD, extruye el anillo para obtener la pieza.
Referencias y lecturas
- ISO 53:1998 — Cylindrical gears for general and heavy engineering: Standard basic rack tooth profile.
- DIN 3960 — Definitions, parameters and equations for involute cylindrical gears and gear pairs.
- DIN 1829 — Gear shaper cutters (Schneidräder) for involute spur gears.
- Litvin, F.L. & Fuentes, A. (2004). Gear Geometry and Applied Theory (2nd ed.). Cambridge University Press.
- Colbourne, J.R. (1987). The Geometry of Involute Gears. Springer-Verlag.
- Maitra, G.M. (2013). Handbook of Gear Design (2nd ed.). McGraw-Hill.
- Dengel, B. (2019). Internal ring gears — design and considerations. Gear Solutions, December 2019 (KHK-USA).
Lectura relacionada: Cómo crear perfiles de engranaje evolvente en línea · Módulo y ángulo de presión: cómo elegir